

EVA/POE cast film production line
EVA/POE cast film production line






EVA/POE cast film production line
At present, the packaging film for the double glass component mainly includes an EVA film and a POE film. EVA film is an ethylene-vinyl acetate copolymer with low melting point, good fluidity, high transparency and mature lamination process. It is the main packaging material for double glass components. However, due to the low strength of the EVA film, the water vapor transmission rate and the water absorption rate are large, and the weather resistance is poor. For the double glass component, the edge sealing is required, but in the normal use process, water vapor is still transmitted, resulting in The film is atomized, which affects the light transmittance and reduces the power generation of the module. POE is an ethylene-octylene copolymer, which is a new type of polyolefin thermoplastic elastomer developed with metallocene as a catalyst with narrow relative molecular mass distribution and narrow comonomer distribution and structure controllability. There are two kinds of POE film on the market at present, one is a non-crosslinking type polyolefin encapsulating material which does not contain a cross-linking agent and combines the use of a functional polymer to make the heat resistance and adhesion of the material meet the requirements of use. It is represented by Dow Chemical's ENLIGHT packaging material; the other is a cross-linked polyolefin encapsulant containing a peroxide crosslinker or a silane crosslinker and a tackifier. The film is in production technology and process. Similar to EVA film
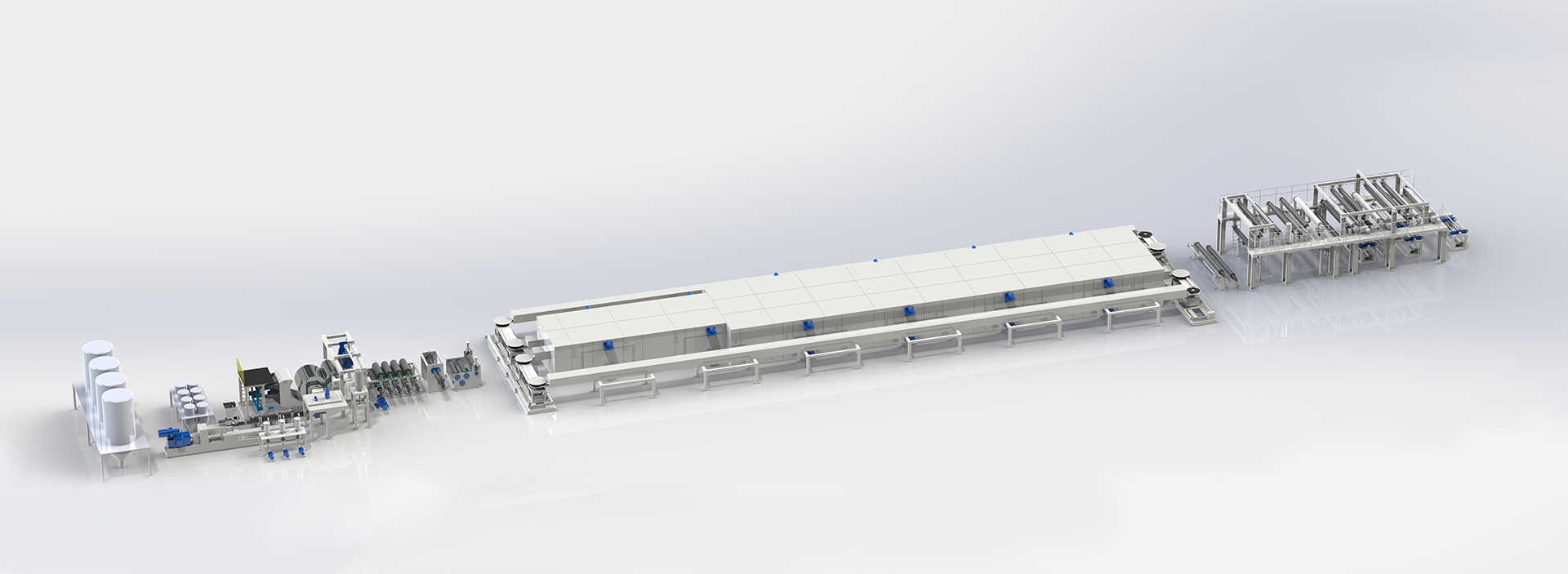
The EVA/POE cast film production line equipment produced by our company features:
1. The complete set of equipment adopts Siemens PLC, closed control, one-speed speed increase, easy to operate.
2, the special screw design of the extruder ensures that the plastic melts and the extrusion volume is high.
3, fully automatic mold with thickness gauge, can more effectively fine-tune the thickness deviation of the melt on the transverse width of the die, thickness uniformity to ensure ± 1 wire.
4. The casting roller adopts the internal machining method of the inner flow passage to ensure that the temperature control is plus or minus 1 degree, and the rolling surface control precision is plus or minus 1 wire to ensure the thickness of the cast film is more accurate.
5, using Italian Re tension sensor and control system to ensure that the tension control is positive and negative 1 cow.
6, a full set of servo motor, with the servo controller to make the equipment run more accurately.
7. The automatic cutting and winding machine has two functions of contact winding and gap winding. The winding has taper tension control, and the adjustment range is 5-200N/M.
Copyright ? 2009-2011, All rights reserved Copyright ? Qingdao Ou Rui Taike Plastic Machinery Co., Ltd. All rights reserved. Copying is strictly prohibited.
| 
|